
Аргоновая сварка своими руками
Опубликовано: 25.06.2018
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.

Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
Сварка аргоном для начинающих с видео и уроками, как варить сваркой используя аргон
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.

Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
Образуется поток плазмы, усиливающий накал и расплавление кромок. Работы проводятся как на крупных деталях, так и на ювелирных изделиях. Присадочный материал расходуется по минимуму. Швы получаются однородными и надежными.Аргонная сварка основные принципы работы

В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Лазерная сварка нержавейки
Лазерная сварки нержавейки является рабочим процессом, во время которого происходит нагревание определенных участков металла, а также его расплавление, за счет узконаправленного лазерного луча. Одной из отличительных особенностей данного способа является то, что шов получается небольшим по ширине, но достаточно глубоким. В отличие от обыкновенной сварки нержавейки температурное воздействие является узкоограниченным по своей площади. Скорость обработки здесь намного выше, но при всем этом образуется мощное излучение.

Процесс лазерной сварки нержавейки
Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавейки 
Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов;
Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра;
Ею можно использовать в автоматическом режиме и с дистанционным управлением;
В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду;
Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве;
Можно делать швы практически любой геометрии;
Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами.
Качество скрепления позволяет создавать герметичные соединения.
Аргоновая сварка своими руками из инвертора и отдельных блоков, включая шланги и баллоны для газа
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.

При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Следствием этого является потребность в нескольких газовых баллонах. Впрочем, можно приобрести и готовую смесь в одном баллоне, что упростит аргоновую сварку.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.
Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности; комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки; соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы; газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод; встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
Сварка алюминия аргоном своими руками (фото и видео)
Сварка алюминия аргоном — сложный технологический процесс, требующий специального оборудования, определенных знаний и опыта. Успех производства зависит от многих факторов: марки алюминия, качества оборудования, соблюдения рекомендованных режимов, мастерства сварщика.
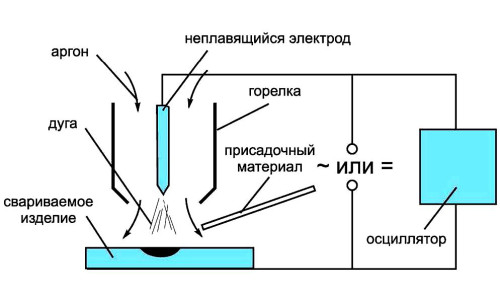
Схема аргонной сварки.
Алюминиевые сплавы
Достоинствами алюминия являются легкость, податливость механической обработке, высокие показатели электро- и теплопроводности. Эти качества делают его популярным материалом, используемым в различных сварных изделиях. Однако технология сваркидостаточна сложна. Во многом сложность процесса определяется маркой алюминия.
Режимы сварки алюминия в среде аргона.
В зависимости от состава алюминиевые сплавы классифицируются как нетермоупрочняемые и термоупрочняемые. К первой группе относятся:
технический алюминий; сплавы алюминиево-магниевые; сплавы алюминиево-марганцевые.Эти марки алюминия относительно легко поддаются сварке и широко используются в сварных конструкциях.
Ко второй группе относятся сплавы:
алюминиево-магниево-медные; алюминиево-магниево-цинковые; алюминиево-марганцево-медные; алюминиево-магниево-кремневые и алюминиево-магниево-кремниево-медные; алюминиево-магниево-медно-железно-никелевые; алюминиево-марганцево-медно-литиево-кадмиевые; алюминиево-магниево-медно-цинковые.Эти марки являются трудносвариваемыми. Их использование в сварных конструкциях имеет смысл лишь тогда, когда предусматривается термическая обработка изделия.
Сварка нержавейки электродом в домашних условиях
Сварка нержавеющей стали является одной из самых трудных в сварочном деле. Ванна, при работе, получается текучей и создает сложности при формировании потолочных и вертикально расположенных швов. Разжиженный металл при выполнении этого вида работ стекает не только с вертикальных поверхностей, но и с горизонтальных. Именно поэтому при сварке нержавейки требуются аккуратность и четкость в движениях: только благодаря этим действиям получается качественный шов.

Способы сварки нержавейки
Выделяются три основных способа для промышленных и домашних работ:
Сварка электродами. Она характеризуется тем, что плавящийся электрод выступает в виде материала для создания шва. Чаще всего для производства работ такого типа применяют сварочный агрегат — инвертор. Аргоновая сварка с вольфрамовым электродом. В ней неплавящимся электродом плавят металл заготовленной детали, который в свою очередь служит материалом для создания шва. Еще одной разновидностью работы с использованием аргона, является сварка с помощью присадочной проволоки без покрытия. В ней защитную функцию сварочной ванны выполняет инертный газ – аргон. Полуавтоматическая сваркаплавящимся электродом, выполняемая в газовой среде (углекислота; аргон и углекислота).В данной стать постараемся ответить на вопрос, можно ли варить нержавейку обычным электродом.
Требования к выбору электродов
Для того чтобы сваривать нержавеющий металл необходимо подобрать электроды.Если рассуждать логически, электроды нужно использовать предназначенные для таких работ. Они должны обладать следующими особенностями:
Небольшим показателем температурного расширения Высоким значением упругости Высокой степенью теплопроводности и износоустойчивости Большим сопротивлением термической ползучести.Ассортимент электродов весьма широкий. Если не вдаваться в детали каждой конкретной марки, а полагаться на

Электроды отечественного производства идут в основном с базисным покрытием. Распространенными марками являются ОЗЛ-8, либо ЦЛ-11. Они дешевле, но требуют от сварщика определенного мастерства. Данные электроды часто залипают, имеют нестабильную дугу, но все же обеспечивают неплохие антикоррозионные свойства шву.
Сварка аргоном - Сварка алюминия

Основные сведения об алюминиевых сплавах
Алюминий – мировые запасы Земли составляют 8,8%. Одноморфный металл с плотноупакованной гранецентрированной кубической решеткой и ограниченной растворимостью в нем всех известных элементов, например растворимость водорода в алюминии составляет всего 0,039 см3/100г.
Технически чистый алюминий имеет низкие прочностные (49-68МПа) и высокие пластические свойства ( 28%), поэтому в качестве конструкционного материала применяется в значительно меньших объемах, чем его сплавы различного легирования.
Алюминевые сплавы разделяют на деформируемые и литейные. Деформируемые алюминевые сплавы содержат легирующие элементы в количествах до предела их растворимости в растворе альфа-алюминия. Алюминиево-магниевые сплавы характеризуются зернами альфа-алюминия, по границам которых можно веделить бета-фазы – Al3Mg2 (до 3%).
Для сварных конструкций главным образом применяются деформируемые алюминиевые сплавы (ГОСТ 4784-97), которые можно подразделить на термически неупрочняемые (низкой и средней прочности) и термически упрочняемые (средней и высокой прочности) (табл. 1 ГОСТ 4784-97 ) . К термически неупрочняемым можно отнести технический алюминий, сплавы системы Алюминий-марганец, алюминиево-магниевые сплавы системы Алюминий-Магний. К термически упрочняемым сплавам, имеющим предел прочности от 350 до 570 МПа (табл. I ГОСТ 4784-97), относятся сплавы систем Алюминий-Цинк-Магний, Алюминий-Медь-Марганец, Алюминий-Цинк-Магний-Медь, Алюминий-Магний-Литий и др.
Хоть затраты на углеродистые и низколегированные конструкционные стали ниже, но в эксплуатации алюминиевые сплавы более предпочтительны:
- малая плотность термически упрочняемых алюминиевых сплавов имеет более высокую удельную прочность к обычным металлам, что позволяет уменьшить объёмы металла;
- высокая коррозионная стойкость в агрессивных жидких и газовых средах;
- высокая теплопроводность;
- немагнитность;
- низкие температуры перехода в хрупкое состояние;
- высокая электропроводность;
- более высокая технологичность производства при прессовке, штамповке и прокатке.

Точечная сварка своими руками
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.

Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
заготовки совмещают в требуемом положении; делают крепеж деталей непосредственно между прижимными электродами установки; осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.